

Difetti della Zincatura a Caldo: Quali Sono e Come Trattarli?
Introduzione
La zincatura a caldo è una delle tecniche più efficaci e diffuse per proteggere l'acciaio dalla corrosione, grazie alla creazione di un rivestimento di zinco che si lega al metallo base attraverso un processo di immersione in un bagno di zinco fuso. Nonostante la sua efficacia, la zincatura a caldo non è immune da difetti, che possono compromettere l'integrità del rivestimento e, di conseguenza, la protezione contro la corrosione. Identificare e comprendere i difetti comuni della zincatura a caldo è fondamentale per migliorare la qualità del processo e garantire che i componenti trattati offrano la massima durabilità e prestazioni.
Difetti Comuni nella Zincatura a Caldo
Durante il processo di zincatura a caldo, possono verificarsi vari difetti a causa di una serie di fattori, tra cui la preparazione inadeguata della superficie, la composizione chimica del materiale di base, e le condizioni operative del bagno di zinco. Di seguito vengono descritti i difetti più comuni e le loro cause principali.
Inspessimenti e Grumi di Zinco
- Descrizione: Si tratta di accumuli di zinco che si formano sulla superficie del componente, creando un rivestimento irregolare e localmente molto spesso. Questo difetto è spesso visibile come protuberanze o grumi di zinco solidificato sulla superficie trattata.
- Cause:
- Velocità di estrazione troppo bassa dal bagno di zinco.
- Eccessiva viscosità del bagno di zinco.
- Presenza di contaminanti nel bagno.
- Trattamento:
- Regolazione della velocità di estrazione e della temperatura del bagno.
- Filtrazione regolare del bagno di zinco per rimuovere i contaminanti.
- Rimozione meccanica dei grumi, seguita da una rilavorazione della superficie.
Striature e Bande
- Descrizione: Le striature o bande appaiono come linee o aree di diversa colorazione sulla superficie zincata, spesso dovute a un raffreddamento non uniforme o a differenze nella composizione della superficie del metallo.
- Cause:
- Raffreddamento disomogeneo dopo l'estrazione dal bagno.
- Composizione chimica non uniforme del materiale base.
- Velocità di immersione o estrazione non adeguata.
- Trattamento:
- Controllo preciso della velocità di raffreddamento.
- Miglior preparazione della superficie prima della zincatura, inclusa la decarbonizzazione.
- Uniformazione delle condizioni operative del bagno di zinco.
Macchie di Ossidazione
- Descrizione: Le macchie di ossidazione si manifestano come aree scure o irregolari sulla superficie zincata, causate dall'ossidazione dello zinco durante il raffreddamento o dopo l'estrazione dal bagno.
- Cause:
- Esposizione prolungata all'aria umida durante il raffreddamento.
- Impurità presenti nella superficie zincata che reagiscono con l'ossigeno.
- Presenza di umidità sul componente prima dell'immersione.
- Trattamento:
- Riduzione del tempo di esposizione all'aria umida post-estrazione.
- Applicazione di un trattamento di passivazione per prevenire l'ossidazione superficiale.
- Miglioramento delle condizioni di stoccaggio dei componenti prima e dopo la zincatura.
Peeling o Scrostamento
- Descrizione: Il peeling o scrostamento è un difetto grave in cui il rivestimento di zinco si distacca dal metallo base, esponendo l'acciaio alla corrosione. Questo difetto compromette gravemente la protezione del componente.
- Cause:
- Inadeguata preparazione della superficie, come la mancata rimozione di ossidi o grassi.
- Tensione termica tra lo zinco e il metallo base durante il raffreddamento.
- Composizione chimica inadatta del metallo base, con basso contenuto di silicio o altri elementi leganti.
- Trattamento:
- Rilavorazione della superficie con una preparazione adeguata prima della zincatura.
- Utilizzo di acciai con composizioni chimiche ottimali per la zincatura.
- Controllo rigoroso delle condizioni termiche durante il raffreddamento.
Tabella: Difetti della Zincatura a Caldo e Trattamenti Correttivi
| Difetto | Descrizione | Cause Principali | Trattamento Correttivo |
|---|---|---|---|
| Inspessimenti e Grumi | Accumuli di zinco sulla superficie | Velocità di estrazione, viscosità del bagno | Regolazione della velocità di estrazione |
| Striature e Bande | Linee o aree di diversa colorazione | Raffreddamento disomogeneo, composizione del materiale | Controllo della velocità di raffreddamento |
| Macchie di Ossidazione | Aree scure o irregolari | Esposizione all'aria umida, impurità superficiali | Riduzione del tempo di esposizione all'umidità |
| Peeling o Scrostamento | Distacco del rivestimento di zinco | Inadeguata preparazione della superficie | Rilavorazione della superficie, controllo termico |
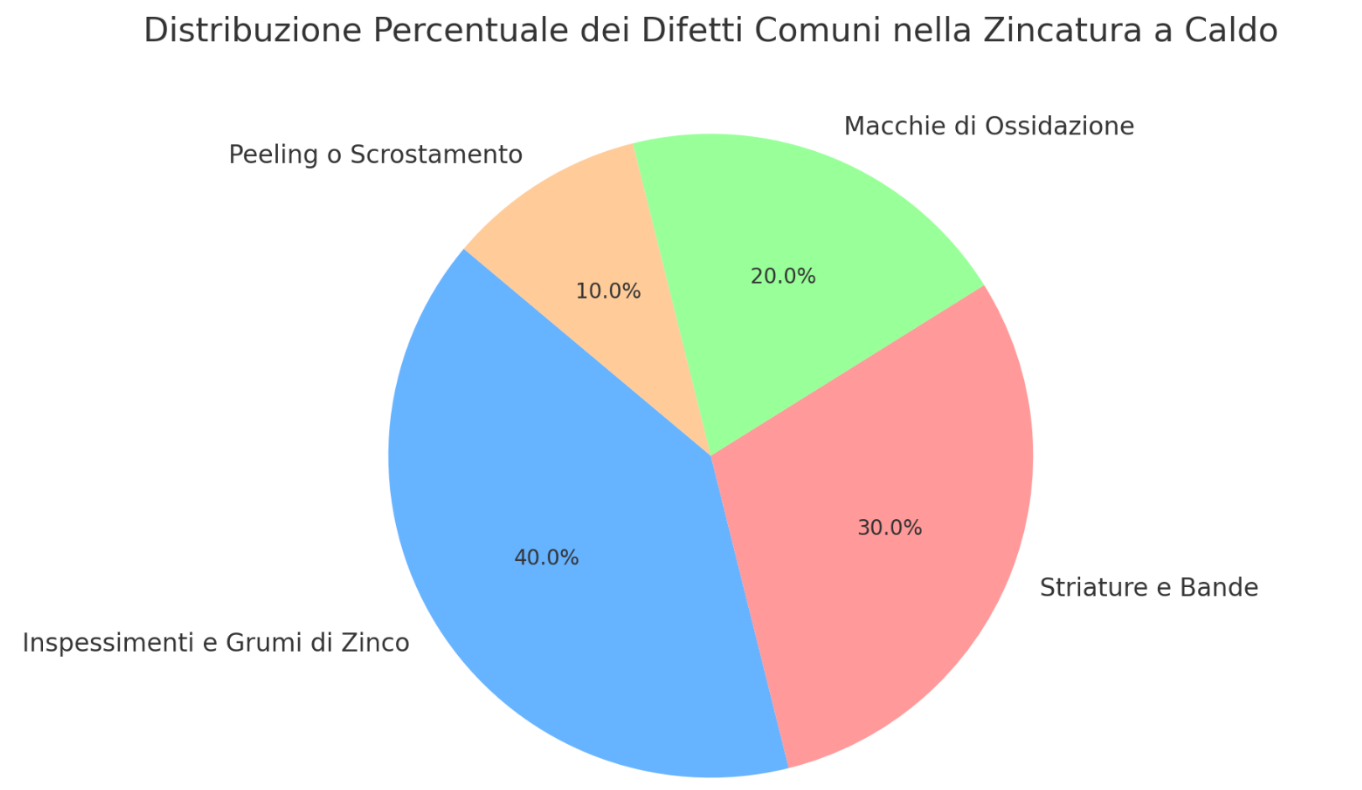
Grafico: Distribuzione Percentuale dei Difetti Comuni nella Zincatura a Caldo
Di seguito, un grafico che mostra la distribuzione percentuale dei difetti più comuni riscontrati durante la zincatura a caldo:
Questo grafico evidenzia come i difetti più frequenti siano gli inspessimenti e grumi di zinco, seguiti da striature e bande, macchie di ossidazione e, infine, il peeling o scrostamento.
Conclusione Commerciale
La comprensione e la gestione dei difetti della zincatura a caldo sono essenziali per garantire la qualità e la durabilità dei componenti trattati. Affrontare questi difetti con approcci correttivi adeguati permette non solo di migliorare le performance dei prodotti finali, ma anche di ridurre i costi legati a rilavorazioni e manutenzioni non previste. Le aziende che investono in processi di zincatura a caldo ben ottimizzati e in un controllo di qualità rigoroso possono offrire soluzioni più affidabili e durature, aumentando così la soddisfazione del cliente e rafforzando la propria posizione competitiva nel mercato.
Investire nella qualità della zincatura a caldo significa offrire prodotti di lunga durata, resistenti alla corrosione e capaci di soddisfare le esigenze più stringenti del mercato.