

Hot-Dip Galvanizing Defects: What They Are and How to Treat Them
Introduction
Hot-dip galvanizing is one of the most effective and widely used techniques to protect steel from corrosion, thanks to the creation of a zinc coating that bonds to the base metal through immersion in a molten zinc bath. Despite its effectiveness, hot-dip galvanizing is not immune to defects, which can compromise the integrity of the coating and, consequently, the protection against corrosion. Identifying and understanding common hot-dip galvanizing defects is essential to improve process quality and ensure that treated components deliver maximum durability and performance.
Common Defects in Hot-Dip Galvanizing
During the hot-dip galvanizing process, various defects may occur due to several factors, including inadequate surface preparation, the chemical composition of the base material, and the operating conditions of the zinc bath. Below are the most common defects and their main causes.
Thickening and Lumps of Zinc
Description: These are accumulations of zinc that form on the surface of the component, creating an irregular and locally very thick coating. This defect often appears as protrusions or lumps of solidified zinc on the treated surface.
Causes:
- Too low withdrawal speed from the zinc bath.
- Excessive viscosity of the zinc bath.
- Presence of contaminants in the bath.
Treatment: - Adjustment of withdrawal speed and bath temperature.
- Regular filtration of the zinc bath to remove contaminants.
- Mechanical removal of lumps, followed by surface reworking.
Streaks and Bands
Description: Streaks or bands appear as lines or areas of different coloration on the galvanized surface, often due to uneven cooling or differences in the surface composition of the metal.
Causes:
- Uneven cooling after withdrawal from the bath.
- Non-uniform chemical composition of the base material.
- Inadequate immersion or withdrawal speed.
Treatment: - Precise control of cooling speed.
- Better surface preparation before galvanizing, including decarburization.
- Uniform control of zinc bath operating conditions.
Oxidation Stains
Description: Oxidation stains appear as dark or irregular areas on the galvanized surface, caused by zinc oxidation during cooling or after withdrawal from the bath.
Causes:
- Prolonged exposure to humid air during cooling.
- Impurities present on the galvanized surface reacting with oxygen.
- Moisture on the component before immersion.
Treatment: - Reduction of exposure time to humid air after withdrawal.
- Application of a passivation treatment to prevent surface oxidation.
- Improved storage conditions for components before and after galvanizing.
Peeling or Flaking
Description: Peeling or flaking is a serious defect where the zinc coating detaches from the base metal, exposing steel to corrosion. This defect severely compromises component protection.
Causes:
- Inadequate surface preparation, such as failure to remove oxides or greases.
- Thermal stress between zinc and the base metal during cooling.
- Unsuitable chemical composition of the base metal, with low silicon content or other alloying elements.
Treatment: - Reworking the surface with proper preparation before galvanizing.
- Use of steels with optimal chemical compositions for galvanizing.
- Strict control of thermal conditions during cooling.
Table: Hot-Dip Galvanizing Defects and Corrective Treatments
| Defect | Description | Main Causes | Corrective Treatment |
|---|---|---|---|
| Thickening and Lumps | Zinc build-up on the surface | Withdrawal speed, bath viscosity | Adjustment of withdrawal speed |
| Streaks and Bands | Lines or areas of different coloration | Uneven cooling, material composition | Control of cooling speed |
| Oxidation Stains | Dark or irregular areas | Exposure to humid air, surface impurities | Reduction of exposure time to humidity |
| Peeling or Flaking | Detachment of zinc coating | Inadequate surface preparation | Surface reworking, thermal control |
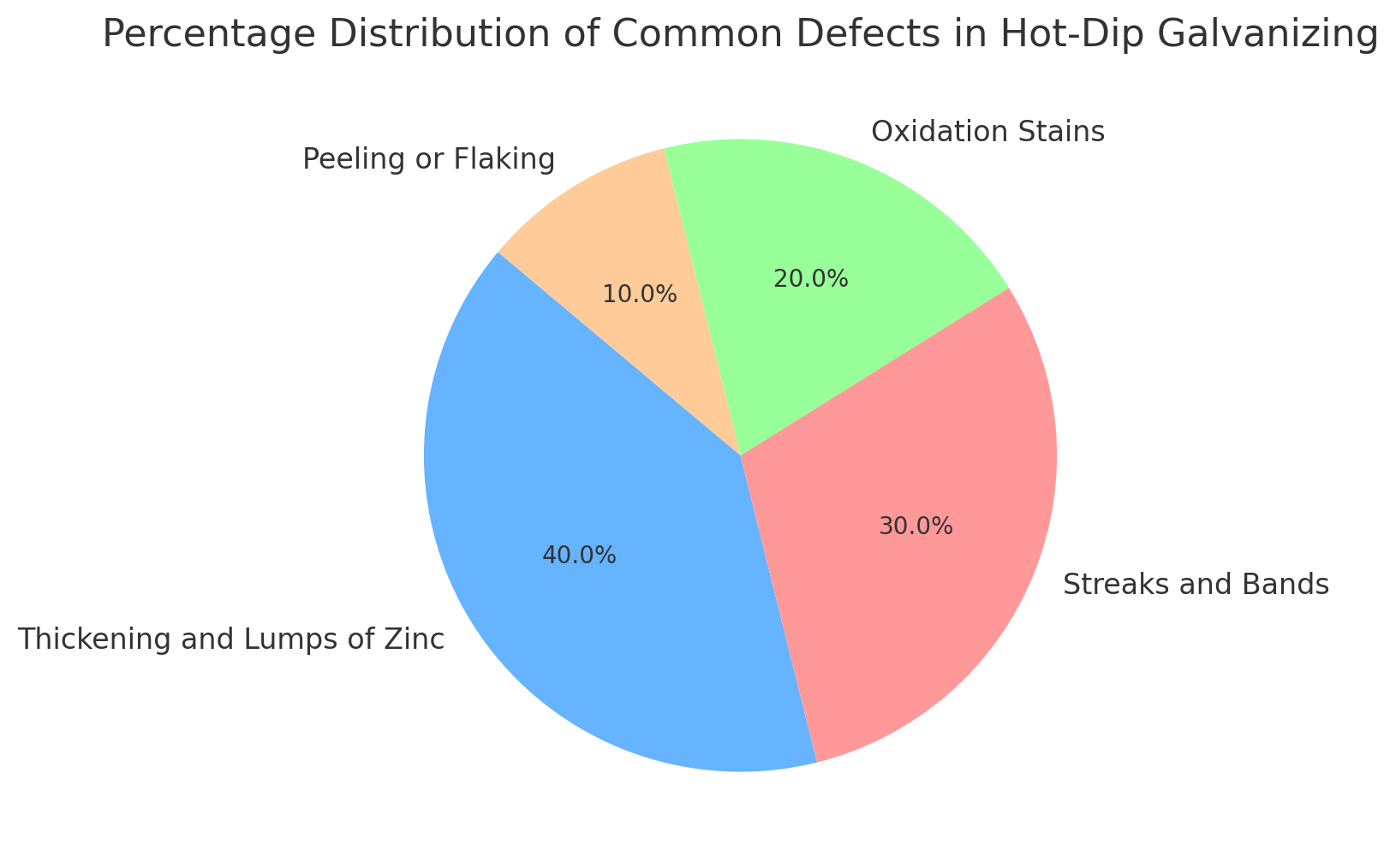
Chart: Percentage Distribution of Common Hot-Dip Galvanizing Defects
The following chart shows the percentage distribution of the most common defects found during hot-dip galvanizing:
This chart highlights that the most frequent defects are zinc thickening and lumps, followed by streaks and bands, oxidation stains, and finally, peeling or flaking.
Business Conclusion
Understanding and managing hot-dip galvanizing defects is essential to ensure the quality and durability of treated components. Addressing these defects with proper corrective approaches not only improves the performance of final products but also reduces costs related to rework and unplanned maintenance. Companies that invest in optimized hot-dip galvanizing processes and rigorous quality control can provide more reliable and durable solutions, thus increasing customer satisfaction and strengthening their competitive market position.
Investing in hot-dip galvanizing quality means delivering long-lasting, corrosion-resistant products capable of meeting the most demanding market requirements.